产品分类Product
|
详细说明
1、对于高密��和舌比大的模兯���模时�Q�第一支铝���必���L��150-200mm的短铝棒或纯铝棒�?br /> 2、试模前�Q�必��调整好挤压中心�Q�挤压��u、盛锭筒和模座出料口在一条中心线上�?br /> 3、在试模和正常生产过�E�中�Q�铝���加热温度要保证�?80-520℃之间�?br /> 4、模具加热温度按常规模具温度�Q�控制在480℃左叻I��直径200mm以下的��^模保温时间不得少�?���时�Q�如果是分流模保温在3���时以上�Q�直径大�?00mm以上的模具保�?-6���时�Q�以保证模具芯部温度与外部温度的均匀�?br /> 5、在试模或生产前�Q�必��ȝ��清��垫清理干净盛锭�{�内胆,�q�查看挤压机�I����行是否正常�?br /> 6、试模或刚开始生产时�Q�挤压机自动档关掉,各段开兛_��零位。从最���压力开始慢慢的起压�Q�出料大�?-5分钟�Q�铝填充�q�程时主要控制好压力。压力控制在100Kg/cm2以内�Q�电���表数据�?-3A以内�Q�一�?0-120Kg/cm2可以出料�Q�之后才可慢慢的加速,正常生��时挤压速度以压力小�?20Kg/cm2为准�?br /> 7、模具在试模或生产过�E�中�Q�如发现堉|��、偏�ѝ��快慢偏差太大等现象时要立刻停机�Q��ƈ以点退的方式卸模,避免模具报废�? 相关标签�Q?a href='/key.aspx?k=%b2%e5%c6%ac%c9%a2%c8%c8%c6%f7'>插片散热�?/a>,镇江插片散热器�h�?/a>,镇江插片散热器批�?/a>,
|
|
|






|
Copyright© www.b5yyh.cn(复制链接) 镇江星宇压铸有限公司
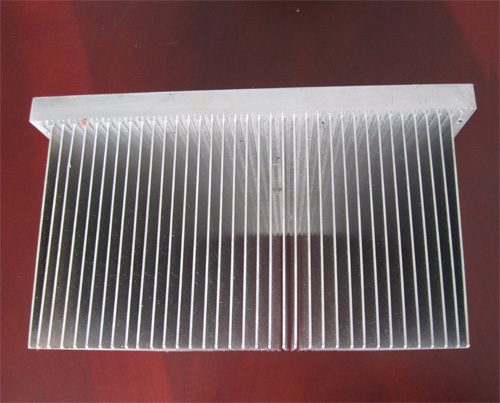
型材散热片哪家好�Q�供应订做多���钱�Q�怎么��P��诚信公司专业以批发�h格大量现货提供电子散热片、、、等品质优良的��品及报�h�Q�欢�q�来�는�产定�Ӟ��
热门城市推广:
|
